When you’re designing a high-precision part, it’s easy to focus all your energy on the CAD model and the tolerances. But the finish you choose isn't just a "final coat of paint."
In industries like aerospace, medical devices, and electronics, the surface finish is a strategic choice. It determines how your part survives in the real world.
If you’ve ever wondered how to get the perfect finish while keeping your project on track, this guide is for you. We’ve spent years in the shop floor, and we want to share what actually matters.
What Exactly is Anodizing?
Think of anodizing as growing a protective shield out of the metal itself. Unlike paint that sits on top, this is an electrochemical process that turns the surface of the aluminum into a hard, durable oxide layer.
Because it’s part of the metal, it won’t peel or flake off. This gives you incredible corrosion resistance and a surface that can handle a lot of wear and tear.
Plus, it looks great. Whether you need a sleek black finish or a clear, industrial look, it’s one of the most versatile tools in a designer’s kit.
The Two Big Choices: Type II vs. Type III
Most of the projects we see fall into two categories. Choosing the right one saves you money and prevents "over-engineering" your parts.
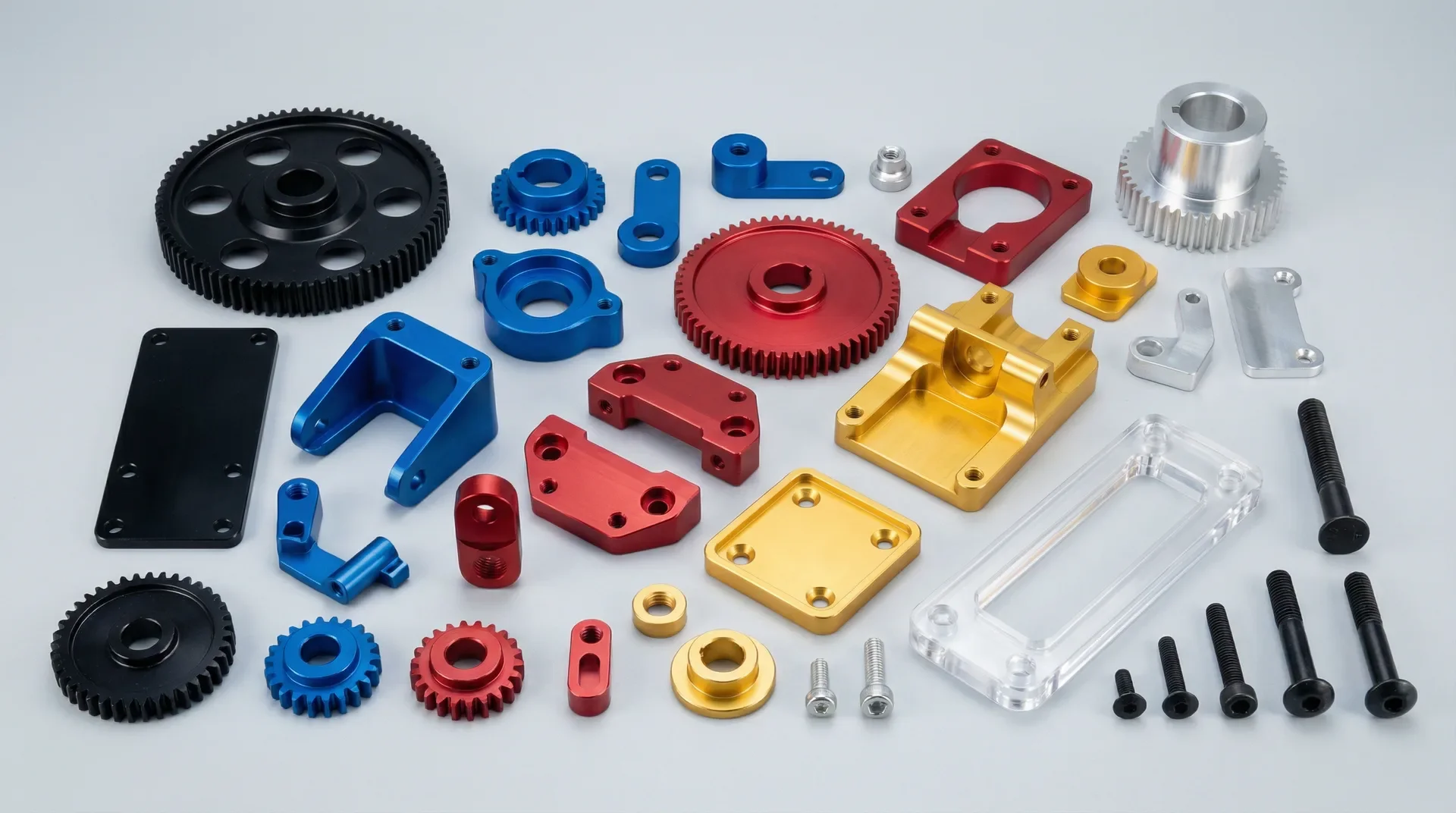
Type II (Decorative Anodizing) is the industry standard. It’s perfect if you want a beautiful color and a decent amount of protection. You’ll see this on everything from consumer electronics to colored knobs on a machine.
Type III (Hardcoat Anodizing) is for the "heavy lifters." This layer is much thicker and much harder. If your part is going into an airplane engine or a medical surgical tool, you want Hardcoat. It’s designed to survive extreme environments where friction and heat are constant.
Designing for the Finish (DFM Tips)
Here is a "pro tip" from the machine shop: anodizing changes your part’s size. Unlike some coatings, about half of the anodized layer grows "out" and half penetrates "in."
If you have tight tolerances, you need to account for this "growth" in your design. Usually, it’s just a few microns, but in high-precision work, that’s the difference between a part that fits and one that doesn’t.
You also need to think about racking. Every part has to be held by a small wire or clip during the process. This leaves a tiny mark where the liquid couldn't reach.
If you have a "show side" that needs to be perfect, tell your manufacturer! We can usually hide those racking marks in a hole or an internal corner so they’re never seen.
The Truth About Color Consistency
Getting a perfect color match across 1,000 parts is one of the hardest things to do in manufacturing. Factors like the aluminum alloy (6061 vs 7075) and even the temperature of the liquid can change the shade slightly.
To keep things professional, we use a metric called Delta E. It’s a way to mathematically measure how close a color is to the original goal.
Don't fall into the "Sample Trap." Just because one sample looks perfect doesn't mean the whole batch will match unless the shop has strict process controls in place. Always ask how your supplier handles color consistency before you start a big run.
Final Thoughts
Anodizing is the perfect blend of science and art. When it’s done right, it makes your parts stronger, more beautiful, and ready for any challenge.
If you’re working on a new design, we’d love to help. Send over your CAD files, and we can do a quick review to make sure your parts are optimized for the best possible finish. Get a free quote now!